




















Celem rozpylania stopu tytanu PVD







|
Szczegóły Produktu:
|
|
| Miejsce pochodzenia: | Chiny |
|---|---|
| Nazwa handlowa: | Jinxing |
| Orzecznictwo: | ISO |
| Numer modelu: | Napylanie docelowe tytanowo-aluminiowe |
|
Zapłata:
|
|
| Minimalne zamówienie: | 10 kg |
| Cena: | 10-100USD/kg |
| Szczegóły pakowania: | Standardowy pakiet eksportowy |
| Czas dostawy: | 10 dni |
| Zasady płatności: | L / C, T / T |
| Możliwość Supply: | 10ton miesiąc |
|
Szczegóły informacji |
|||
| Czystość: | Al-Ti (35/65at%), Al/Ti (50:50 at%) | Kształt: | Dyski, Talerz, Krok |
|---|---|---|---|
| Orzecznictwo: | ISO 9001:2008 | Specyfikacja: | Dostosowane jako żądanie |
| Proces: | Cześć p | Imię: | Napylanie docelowe tytanowo-aluminiowe |
| Podkreślić: | Cel rozpylania Ti 65%,Cel rozpylania Al 35%,Cel rozpylania tantalu Al 35% |
||
opis produktu
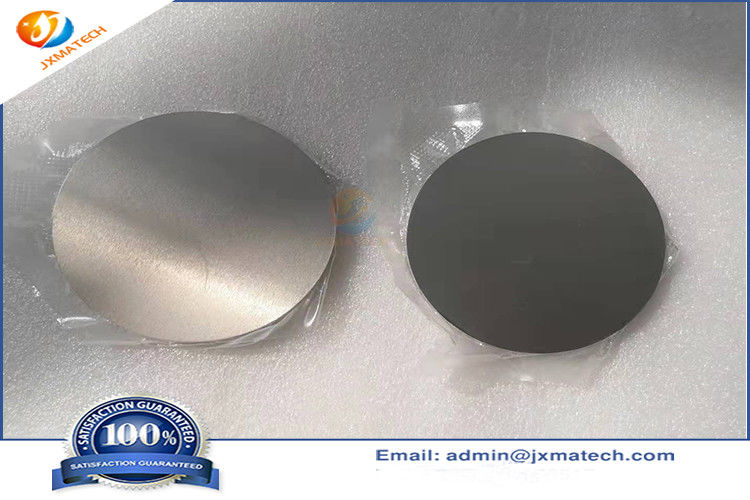
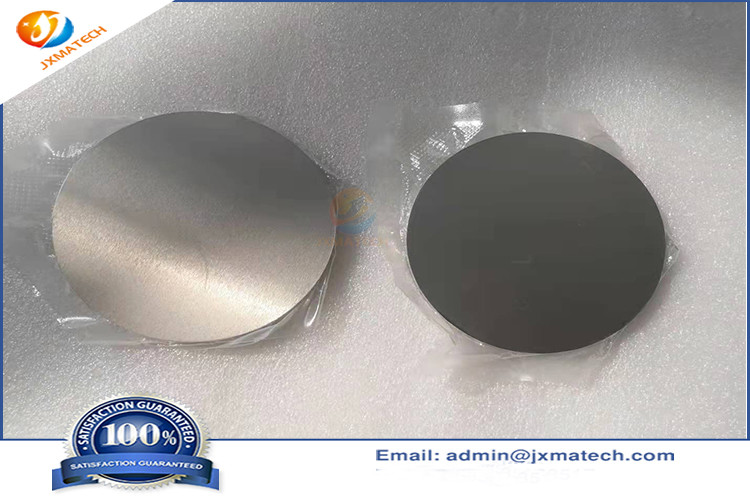
Napylanie docelowe tytanowo-aluminiowe
Tarcze do napylania ze stopu aluminium i tytanu (AlTi) są produkowane w technologii HIP i są szeroko stosowane w powłokach narzędzi i powłokach dekoracyjnych.W porównaniu z procesem topienia, tarcza TiAl przygotowana w procesie HIP ma bardziej jednolitą mikroskopijną strukturę wewnętrzną i mniejszy rozmiar ziarna, co jest odpowiednie dla różnych maszyn do rozpylania magnetronowego i maszyn do powlekania jonowego.W procesie PVD użytkownik końcowy może uzyskać stałą szybkość erozji oraz wysoką czystość i jednolitą cienką powłokę.
Zgodnie z doniesieniami badawczymi dotyczącymi procesu produkcji tarcz ze stopów tytanowo-aluminiowych w kraju i za granicą, główne techniki przygotowania tarczy do napylania tytanowo-aluminiowego to obecnie: metoda grzania wysokoprądowego, metoda spiekania izostatycznego na gorąco oraz metoda spiekania na gorąco.
Nasze tarcze do napylania tytanowo-aluminiowego są popularne ze względu na:
Wysoka ciągliwość
Wysoka przewodność cieplna
Jednorodna mikrostruktura
Bezkonkurencyjny poziom czystości materiału
Bez względu na geometrię — obrotowe lub planarne katody łukowe lub planarne cele napylania: możemy dostarczyć dostosowane do potrzeb cele, które są idealne dla Twojego zastosowania.
1. Wysokoprądowa metoda ogrzewania
Scholar 1 wynalazł metodę wytwarzania tarcz ze stopu tytanowo-aluminiowego za pomocą prądu o dużej intensywności.Ta metoda wykorzystuje urządzenie, które może uzyskać duży prąd i wykorzystuje duży prąd do podgrzewania proszku tytanowego i proszku aluminiowego oraz wywierania nacisku, aby aluminium i tytan reagowały same.Powstaje tarcza ze stopu tytanowo-aluminiowego.Gęstość produktu docelowego ze stopu tytanu aluminium wytworzonego tą metodą wynosi >99%, wielkość ziarna ≤100 mikronów, a czystość >99%.Zakres składu docelowego stopu tytanowo-aluminiowego to: zawartość tytanu 5% ~ 75% (stosunek atomowy), a reszta to zawartość aluminium.Ta metoda ma niski koszt i wysoką gęstość produktu, co może w pełni spełnić wymagania produkcji przemysłowej na dużą skalę.Ta metoda przygotowania wymaga urządzenia, które może uzyskać duży prąd.Elektrody dodatnie i ujemne muszą mieć funkcje przewodnictwa i przenoszenia ciśnienia oraz powinny mieć dobrą przewodność, wytrzymałość i odporność na zmiękczanie w wysokiej temperaturze itp. Dlatego to, czy może mieć urządzenie o dużym prądzie, które spełnia wymagania procesu i ma stabilną wydajność, jest klucz do metody przygotowania.
2. Metoda spiekania metodą prasowania izostatycznego na gorąco
Scholar 2 wynalazł metodę wytwarzania tarczy ze stopu tytanowo-aluminiowego w metalurgii proszków.Ta metoda polega na mieszaniu proszku tytanowego i proszku aluminiowego, a następnie poddawaniu się ładowaniu proszku i prasowaniu izostatycznemu na zimno, wstępnemu prasowaniu, procesowi odgazowania, a następnie podgrzewaniu.Formowane jest prasowanie hydrostatyczne, a na koniec spiekane i przetwarzane w celu uzyskania docelowego stopu tytanowo-aluminiowego.Tarcza ze stopu tytanowo-aluminiowego przygotowana tą metodą ma cechy wysokiej gęstości, braku porowatości, braku porowatości i segregacji, jednorodnego składu i drobnych ziaren kryształów.Przygotowany Gęstość produktu docelowego ze stopu tytanu aluminium wynosi ≥99%, czystość>99%, wielkość ziarna ≤100 mikronów, a maksymalny rozmiar specyfikacji może osiągnąć 1000 mm.Zakres składu docelowego stopu tytanu aluminium to: zawartość tytanu 20% ~ 80% (stosunek atomowy), a reszta to zawartość aluminium.Metoda prasowania izostatycznego na gorąco jest obecnie główną metodą przygotowania tarcz do napylania ze stopu tytanowo-aluminiowego wymaganego przez przemysł powłokowy.Docelowe produkty wytworzone tą metodą są gęste i mają szeroki zakres specyfikacji wymiarowych Jednak metoda ta wymaga użycia kluczowego urządzenia do prasowania i spiekania, gorącego pieca do spiekania z prasowaniem izostatycznym, co jest drogie, co prowadzi do wysokich kosztów przygotowany produkt docelowy i trudno jest promować uprzemysłowienie.
3. Metoda spiekania na gorąco
Uczony 3 i in.wynalazł szybki proces spiekania na gorąco dla celów ze stopu tytanu i aluminium.Proces ten umożliwia spiekanie proszku tytanowo-aluminiowego pod wpływem połączonego działania ciepła i siły.Niska temperatura topnienia aluminium w mieszaninie Ti-Al służy do redukcji stopu tytanowo-aluminiowego.Proszki są ze sobą połączone, tworząc tarczę do napylania stopu.Schemat ideowy spiekania na gorąco przedstawiono na rysunku 2.
Napylanie tarczy tytanowo-aluminiowej Zdjęcie:
![]()
![]()
Tarcza ze stopu przygotowana tą metodą ma wysoką gęstość (≥95%), mały rozmiar ziarna (≤100 mikronów) i jednorodny skład.W tym procesie można przygotować tarcze ze stopu tytanowo-aluminiowego o różnych składach.Tarcze ze stopu tytanowo-aluminiowego Zakres składu to: zawartość tytanu wynosi od 25% do 75% (stosunek atomowy), a reszta to zawartość aluminium.Proces jest krótki, tani i ma dobry efekt powlekania, który może spełnić wymagania industrializacji na dużą skalę.
Cechą charakterystyczną tego procesu jest przeniesienie ciśnienia przez sztywną formę w próżni lub atmosferze ochronnej, dzięki czemu materiał jest spiekany i formowany pod wpływem połączonego działania ciepła i siły, a dwa etapy prasowania na zimno i spiekania są połączone w jeden krok, który może znacznie poprawić wydajność procesu.
Proces ten ma wysokie wymagania sprzętowe, a kluczowym sprzętem jest piec do spiekania na gorąco.Przygotowane tarcze to głównie tarcze ze stopów okrągłych o średnicy ≤100 mm.Ponadto proces ten jest wykorzystywany do przygotowania targetów ze stopu tytanowo-aluminiowego o wysokiej zawartości aluminium.W tej chwili pojawiają się problemy związane z trudnym rozformowaniem i niską żywotnością formy.Każdy proces przygotowania celu zużywa zestaw form, co zwiększa koszt produkcji celu.Dlatego konieczne jest wybranie odpowiedniego środka antyadhezyjnego, aby poprawić wydajność i wydajność formy.Stopień wykorzystania.
Obecnie spiekanie na gorąco jest najbardziej potencjalną technologią przygotowania celów do napylania ze stopu tytanu aluminium.Technologia ta charakteryzuje się wysoką wydajnością procesu i nadaje się do produkcji przemysłowej.Jednak zastosowanie spiekania na gorąco w celu przygotowania celów do napylania ze stopu tytanu aluminium jest trudne do odkształcenia, problem niskiej żywotności formy.Każdy proces przygotowania celu zużywa zestaw form, co zwiększa koszt produkcji celu.W procesie spiekania stopu tytanowo-aluminiowego tytan należy do fazy twardej o wysokiej temperaturze topnienia, a aluminium do fazy wiążącej.Podczas procesu spiekania proszku stopu tytanowo-aluminiowego o wysokiej zawartości aluminium, niskotopliwe aluminium stopniowo topi się, co może wiązać ze sobą atomy tytanu i ostatecznie tworzyć tarczę stopową.Jednak kąt zwilżania cieczy aluminiowej i formy grafitowej jest kątem rozwartym, a im więcej aluminium jest stopem tytanowo-aluminiowym, tym trudniej jest go usunąć po spiekaniu na gorąco i schłodzeniu.W związku z tym proces przygotowania spiekania na gorąco z tarczą ze stopu aluminium o wysokiej zawartości aluminium i tytanu musi wybrać odpowiedni środek antyadhezyjny, aby poprawić wydajność i stopień wykorzystania formy.
Ponadto temperatura spiekania, szybkość ogrzewania i ciśnienie prasowania na gorąco w procesie spiekania na gorąco mają duży wpływ na końcową strukturę i wydajność produktu.Wśród nich temperatura spiekania jest zbyt wysoka, co prowadzi do przejścia od spiekania w fazie stałej do spiekania w fazie ciekłej, powodując, że szkielet fazy twardej o wysokiej temperaturze topnienia zapada się i marnuje moc i energię, co nie sprzyja obniżeniu kosztów;ponadto, jeśli temperatura spiekania jest zbyt wysoka, spowoduje to wzrost ziaren kryształów oraz wzrost i wzrost drugiej fazy, co zmniejszy wydajność powłoki napylającej materiału docelowego.Jeśli docelowe ziarna kryształu są zbyt duże, powierzchnia napylania zostanie zużyta podczas napylania, a nierówności na powierzchni części erozyjnej, która pojawia się na docelowym napylaniu, będą się zwiększać, powodując zmniejszenie jednorodności grubości warstwy uformowany film stopowy.Gdy moc jest duża, wzrasta częstotliwość nieprawidłowego wyładowania małego łuku i wynikające z tego rozpryski.Jednocześnie, w porównaniu z podłożem, druga faza ma słabą wydajność napylania i prawdopodobnie pozostanie w postaci występów, co również wpłynie na jednorodność napylanej warstewki.Temperatura spiekania jest zbyt niska, co spowoduje niepełne spiekanie i niską gęstość docelowego produktu.Jeśli szybkość nagrzewania jest duża podczas procesu prasowania na gorąco, wydajność pracy można poprawić, ale ponieważ część obszaru jest spiekana jako pierwsza, faza wiązania będzie płynąć, co skutkuje materiałem docelowym. Ostateczny problem nierównego składu.Wyższe ciśnienie może również poprawić wydajność, ale jednocześnie spowoduje poważne zużycie formy i skróci jej żywotność.
Podsumowując, spiekanie na gorąco jest najbardziej potencjalną technologią przygotowania celów do napylania ze stopu tytanu aluminium.Technologia ta charakteryzuje się wysoką wydajnością procesu i nadaje się do produkcji przemysłowej.Przygotowanie tarcz ze stopu tytanowo-aluminiowego tą technologią wymaga wielokrotnych prób i selekcji.Środek antyadhezyjny może poprawić wydajność i stopień wykorzystania formy.Jednocześnie konieczna jest optymalizacja warunków procesu spiekania na gorąco (temperatura spiekania, szybkość nagrzewania, ciśnienie prasowania na gorąco), poprawa wydajności produkcji oraz obniżenie kosztów.Wraz z szybkim wzrostem powłok napylających i trendem stopniowej popularyzacji w Chinach, zapotrzebowanie rynku na cele do napylania powłok również gwałtownie rośnie z roku na rok.Dlatego badania nad technologią przygotowania tarcz ze stopów tytanowo-aluminiowych mają znaczenie praktyczne i duże perspektywy aplikacyjne.
| Cel ze stopu tytanu aluminium / cel Ti-Al Ti: Al 33:67% | |||||||||
| Ti | Glin | Fe | Si | Mg | Cl | C | Mn | O | n |
| 46.30 | 53,20 | 0,075 | 0,066 | 0,030 | 0,013 | 0,016 | 0,008 | 0,095 | 0,003 |
Wpisz swoją wiadomość
| JINXING MATECH CO LTD |
| NR 57 DROGA KEXUEDADAO |
| 86-371-18137338517 |
| admin@jxmatech.com |